
Vorbereitung
Beim Kurbelwellen Einbau ist zu beachten, dass Motorblock und Kubelwelle absolut sauber sein müssen!
Voraussetzung ist, dass der Motorblock fertig bearbeitet und sauber gewaschen ist, vorallem wenn dieser neu gebohrt und/oder gehont wurde. Am besten mit Motorreiniger, Motorenbürsten Set und Hochdruckreinger waschen. Falls neue Nockenwellenlager eingebaut werden, sollte dies vor dem Einbau der Kurbelwelle erfolgen!
Link zu Nockenwellenlager Einbau
Alle Ölkanäle vom Motorblock und Kurbelwelle müssen sauber, frei und ausgeblasen sein!
Kurbelwelle muss einaufertig sein:
- Ausgewuchtet und gerichtet
- Lagersitze von Hauptlager ausgemessen und kontrolliert
- Lagersitze von Pleuellager mit den dazugehörenden Pleuel und Lagerschalen ausgemessen und kontrolliert
Tip für die originale Kurbelwelle:
Wird die originale Kurbelwelle wiederverwendet und die Lagersitze neu geschliffen, dann müssen die Untermasslager vor der Bearbeitung besorgt werden! So kann die Kurbelwelle aufs richtige Mass mit dem gewünschten Lagerspiel geschliffen werden. Dies gilt für die Haupt- und PleuelLagerschalen!
Lagerspiel messen
Als erstes müssen Kurbelwelle und Lagerschalen ausgemessen werden um sicherzustellen, dass das Lagerspiel stimmt.
Die Kurbelwellenzapfen werden mit einem Aussenmikrometer gemessen.

Um die Lagerung im Motorblock auszumessen gibt es verschiedene Messmethoden, am besten geeignet ist eine Innenmessuhr.

Zuerst muss das Gleitlager, welches ausgemessen wird, trocken ohne Öl oder Montagefett in den Motorblock montiert werden, sowie die Lagerbrücke mit den richtigen Drehmoment angezogen werden. Schraubengewinde mit Öl oder speziellem ARP Fett einschmieren, auch der Schaubenkopfflansch/U-Scheibe sollte eingeölt werden um Reibung auf der Lagerbrücke zu vermeiden!
Achtung Lagerschaleninnenfläche nicht mit den Fingern berühren, vorallem bei der Endmontage. Durch Fingerabdrücke auf der Lagerfläche könnte eine Oxidation entstehen, besser Nitril Handschuhe tragen bei der Lagermontage.
Messmethoden
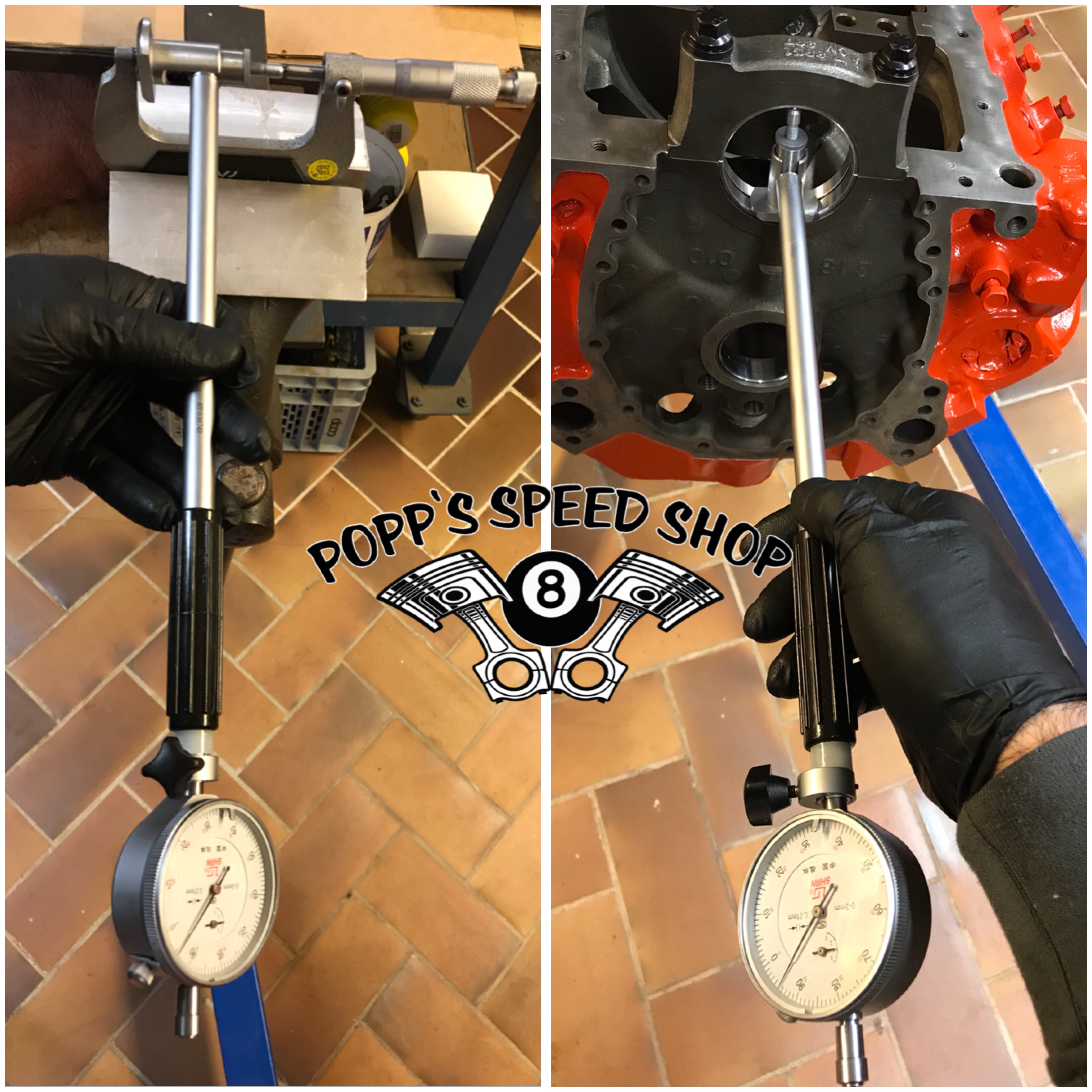
Innenmessuhr:
Bei dieser Messung wird die Messuhr mit dem Mass des Kurbellenlagerzapfens mittels Aussenmikrometer auf Null gestellt. Danach wird die Messuhr in das, im Motorblock eingebaute Gleitlager eingesetzt und das Lagerspiel ausgemessen. So machen es auch die meisten Motorenbauer.
2-Punkt Innenmikrometer:
Das eingebaute Gleitlager ausmessen und ablesen. Als Sicherheit sollte man den gemessenen Durchmesser am Innenmikrometer mit dem Aussenmikrometernacessen, mit dem die Kurbelwelle ausgemessen wurde. So wird sichergestellt, dass beide Micrometer auch das gleiche Mass anzeigen.

Teleskoplehre:
Teleskoplehre in das montierte Gleitlager einsetzen, entspannen und zentrieren. Danach wird die Teleskoplehre fixiert und mit dem Aussenmikrometer ausgemessen. Diese Messung ist nicht so genau und sollte 3-4 mal wiederholt werden um ein brauchbares Durchschnittsergebnis zu erhalten.

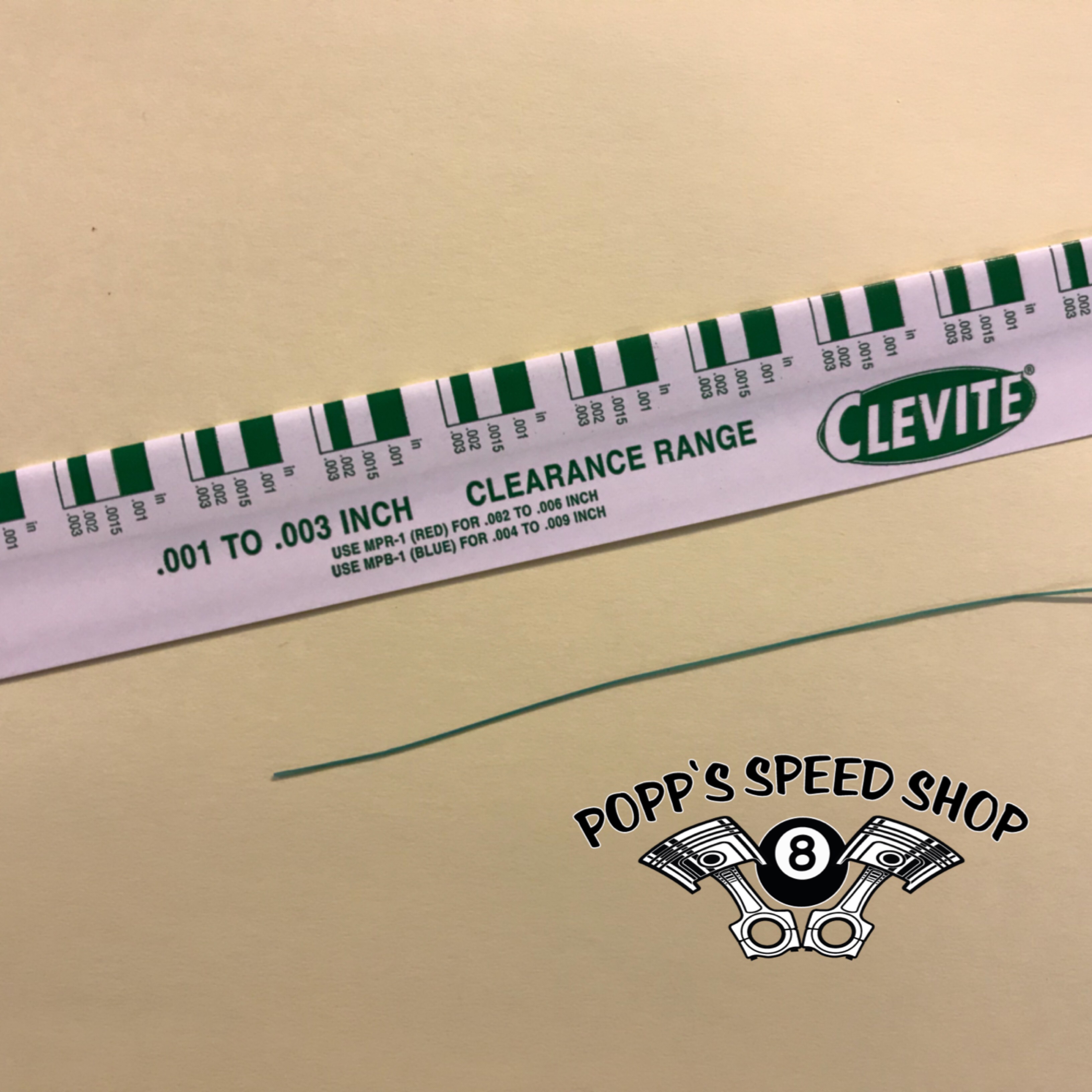
Plastigage:
Mit Plastigage kann man ebenfalls das Lagerspiel ausmessen, sollte aber eher als Kontrolle genommen werden, da es nicht so genau ist, wie mit einer Messuhr oder Mikrometer. Vorallem wenn man einen Highperformance Motor aufbaut, sollte man nicht nur auf das Plastigae vertrauen und das nur als Kontrolle nehmen.
Um das Lagerspiel mit Plastigage zu messen/kontrollieren, werden alle oberen Lagerschalen trocken und ohne Öl oder Fett montiert, danache die Kurbelwelle einsetzen und auf jedem Hauptlagerlagerzapfen ein Stäbchen Plastigage gelegt. Danach wird überall die Lagerbrücke mit der unteren Lagerschale montiert und mit dem richtigen Drehmoment angezogen. Achtung Kurbelwelle nicht drehen, das würde das Platigage Stäbchen zerstören und zudem könnte das die Gleitlgager beschädigen, da alles trocken eingebaut ist! Danach kann man die Lagerbrücken wieder abmontieren und die Breite des gequetschten Streifens mit der Plastigage Messanzeige vergleichen.

Wieviel Lagerspiel?
Für die meisten Motoren ist ein Hauptlagerspiel zwischen 0.002 – 0.003in. (0.05 – 0.075mm) optimal.
In der Regel sollte bei Gleitlager das Lagerspiel ca. 0.001in. pro 1.0in. Zapfendurchmesser betragen.
Bei einem Chevrolet Small Block 350cui von 1969 mit Kurbelwellen Zapfendurchmesser von 2.45in. (62.23mm) bei den Hauptlager, wären das 0.00245in. (0.062mm) Lagerspiel.
| Empfohlenes Lagerspiel für Hauptlager: | |
| Small Block: | 0.002 – 0.0025in. (0.050 – 0.0635mm) |
| Big Block: | 0.0025 – 0.0027in. (0.0635 – 0.069mm) |
| Axiales Kurbelwellen Spiel: | 0.003 – 0.007in. (0.076 – 0.178mm) |
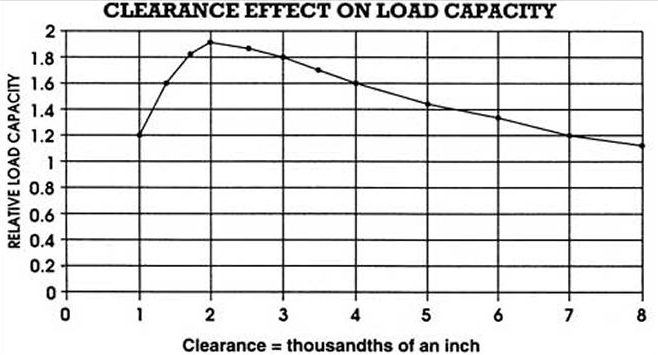
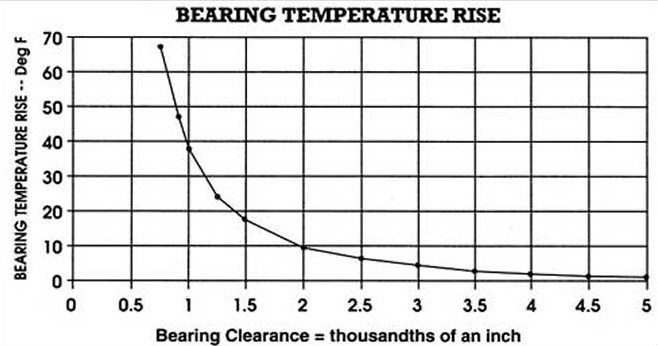
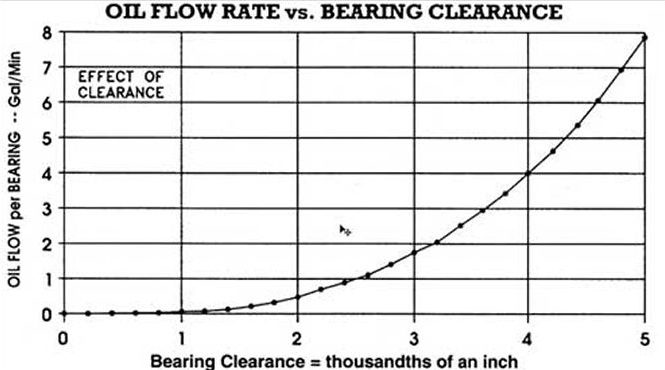
Wie auch diverse Tabellen zeigen, liegt das optimale Lagerspiel bei 0.0025in. (0.0635mm). Bei diesem Lagerspiel ist die Lagertemperatur, Belastbarkeit und Öldurchfluss am günstigsten. (Bilder von superchevy.com)
Beim Hauptlager 5 (Thrustbearing) darf es auch bis zu 0.0005in. (0.0125mm) mehr Spiel sein um sicher zu gehen, dass das Drucklager (seitliche Lagerfläche zur Kurbelwelle) genügend geschmiert wird.
Falls das Lagerspiel bei den Hauplagern zu gross sein sollte, gibt es Untermass Lagerschalen, welche den Durchmesser der Lagerbohrung um 0.001in. (0.025mm) reduzieren. Man kann auch eine Standard und eine Untermass Lagerschale vom gleichen Typ mischen, um auf das gewünschte Lagerspiel zu kommen. (Herstellerangaben beachten!)
Kurbelwelle Endmontage
Sind alle Lager ausgemessen und liegt das Lagerspiel in der Toleranz, kann man mit der Endmontage beginnen.
Wie schon oben erwähnt, auf Sauberkeit achten und Nitril Handschuhe tragen! Motorblock, Kurbelwelle und Lagerschalen müssen absolut sauber sein!
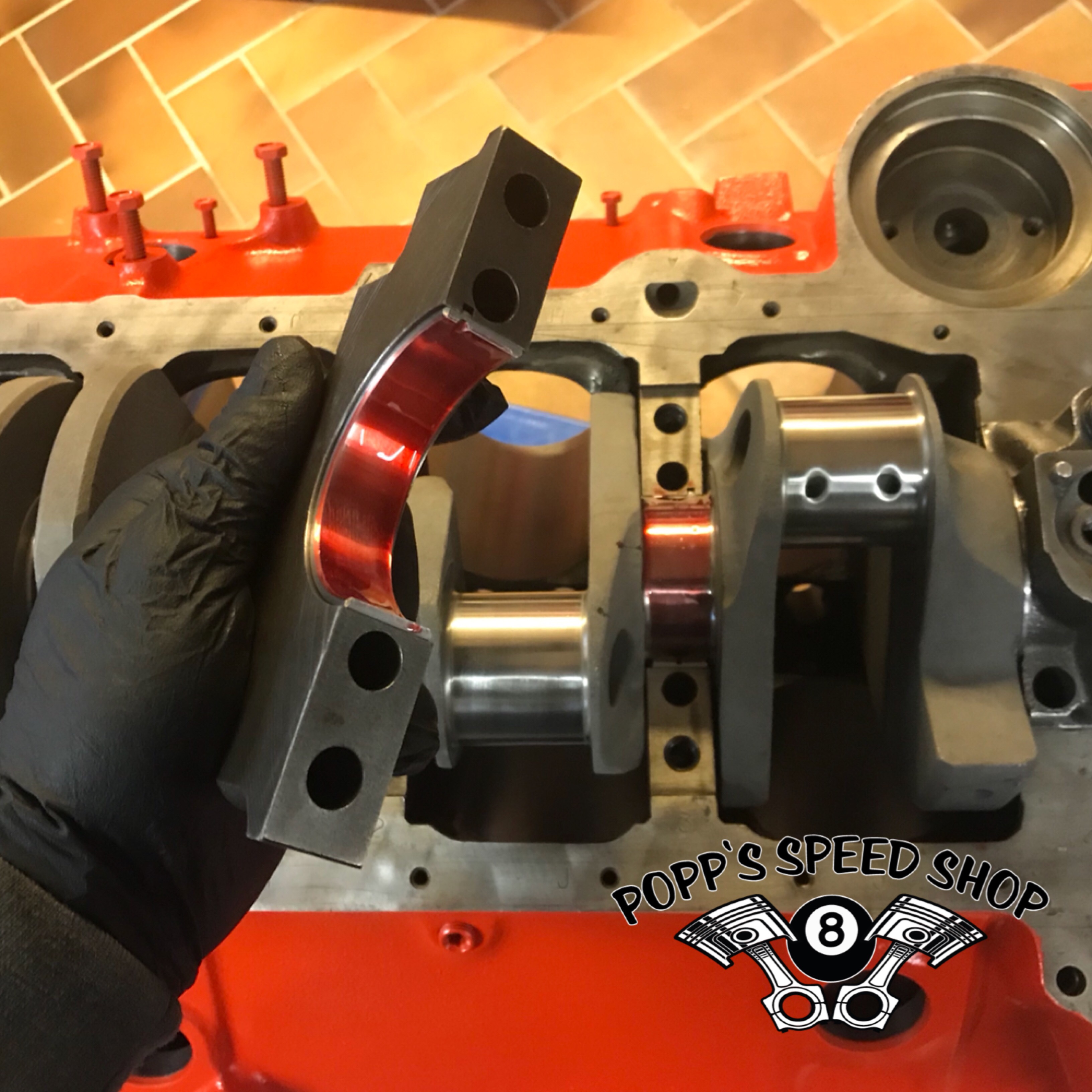
- Die oberen Lagerschalen trocken und sauber in den Motorblock einbauen (die mit dem Ölkanal und Ölloch). Die Innenlagerfläche und Drucklagerfläche von Hauptlager 5 (Thrustbearing) mit Motoröl oder Motormontagefett einschmieren. Falls der Motor bis zur Inbetriebnahme längere Zeit stehen bleibt, besser Motormontagefett nehmen, da dieses besser haften bleibt.
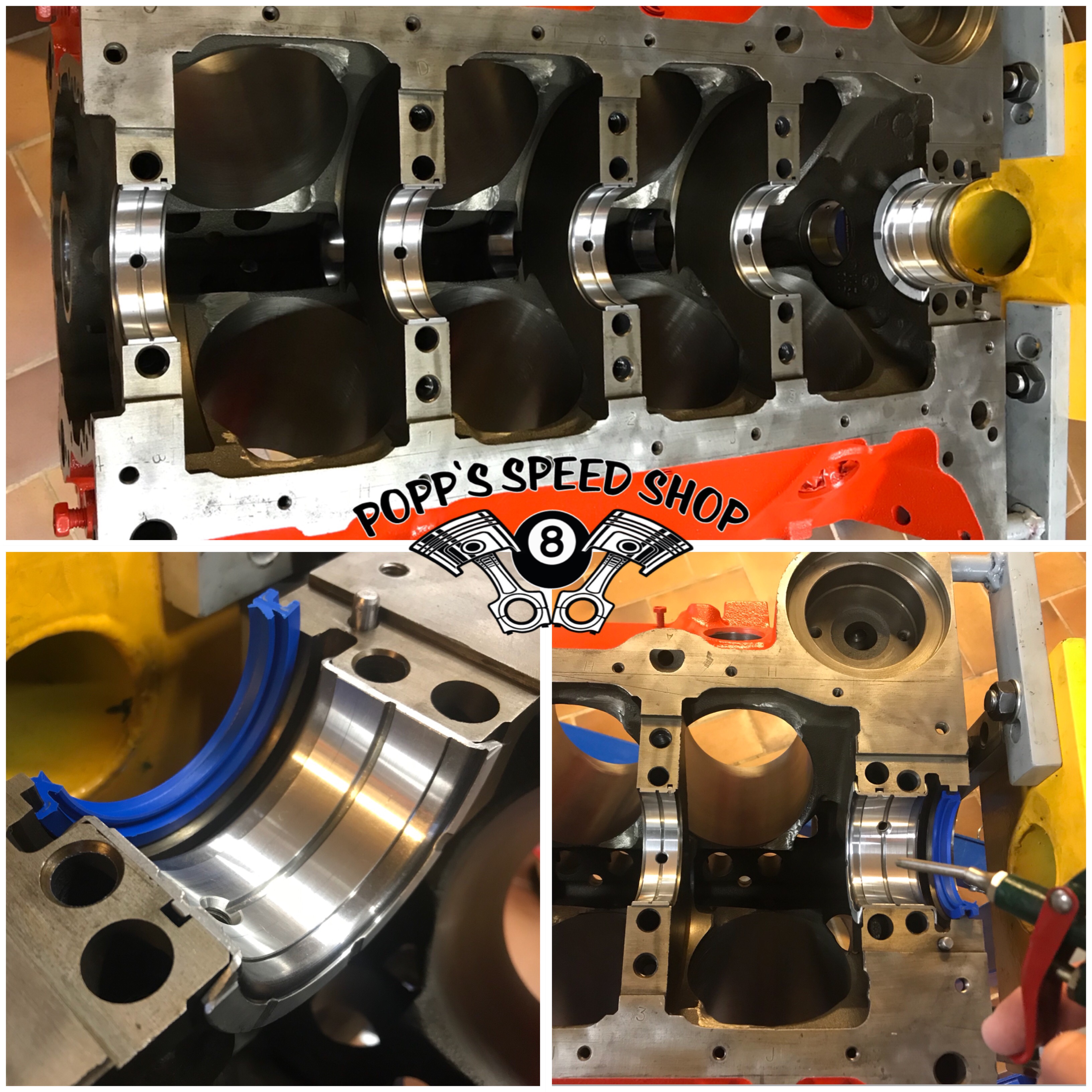
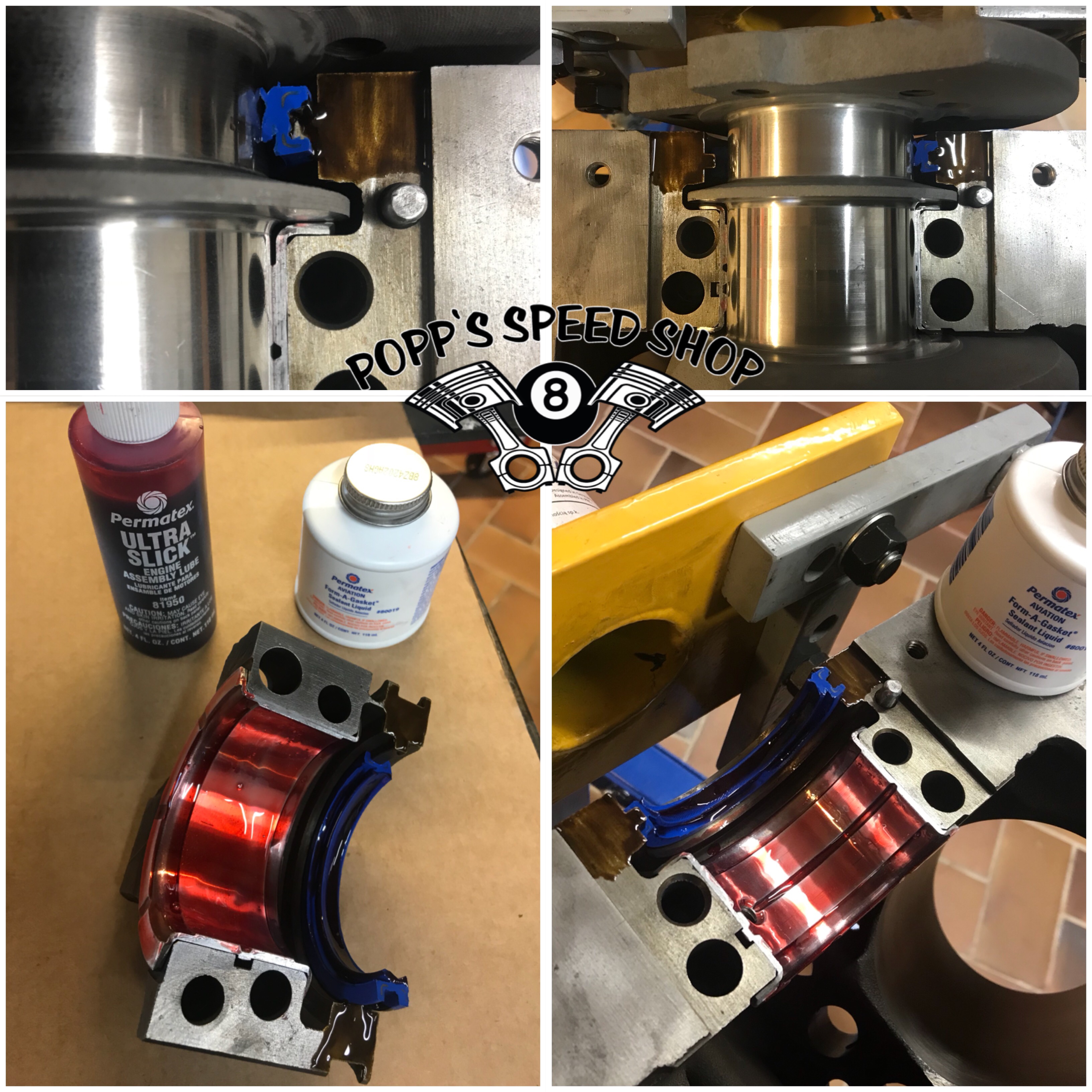
- Die eine Hälfte des Simmerings bei Hauptlager 5 einsetzen. Dieser sollte aber leicht versetzt eingesetzt werden um eine undichte Stelle zu vermeiden! Die Simmeringdichtlippe wird ebenfalls mit Montagefett oder Motoröl leicht eingefettet. Die Kontaktflächen der Lagerbrücke mit Dichtmittel einpinsel (links und rechts vom Simmering), z.B mit Permatex Form-A-Gasket oder RTV Silikon um das ganze gegen Aussen abzudichten. Bei Lager 5 ist unbedingt noch darauf zu achten, dass die Hülse/Stopfen im Ölkanal eingesetzt ist, da dieser Ölkanal nach der Montage der Lagerbrücke nicht mehr zugänglich ist!
- Nun kann die Kurbelwelle vorsichtig eingesetzt werden und leicht hin und her drehen um zu überprüfen, dass diese richtig drin sitzt.
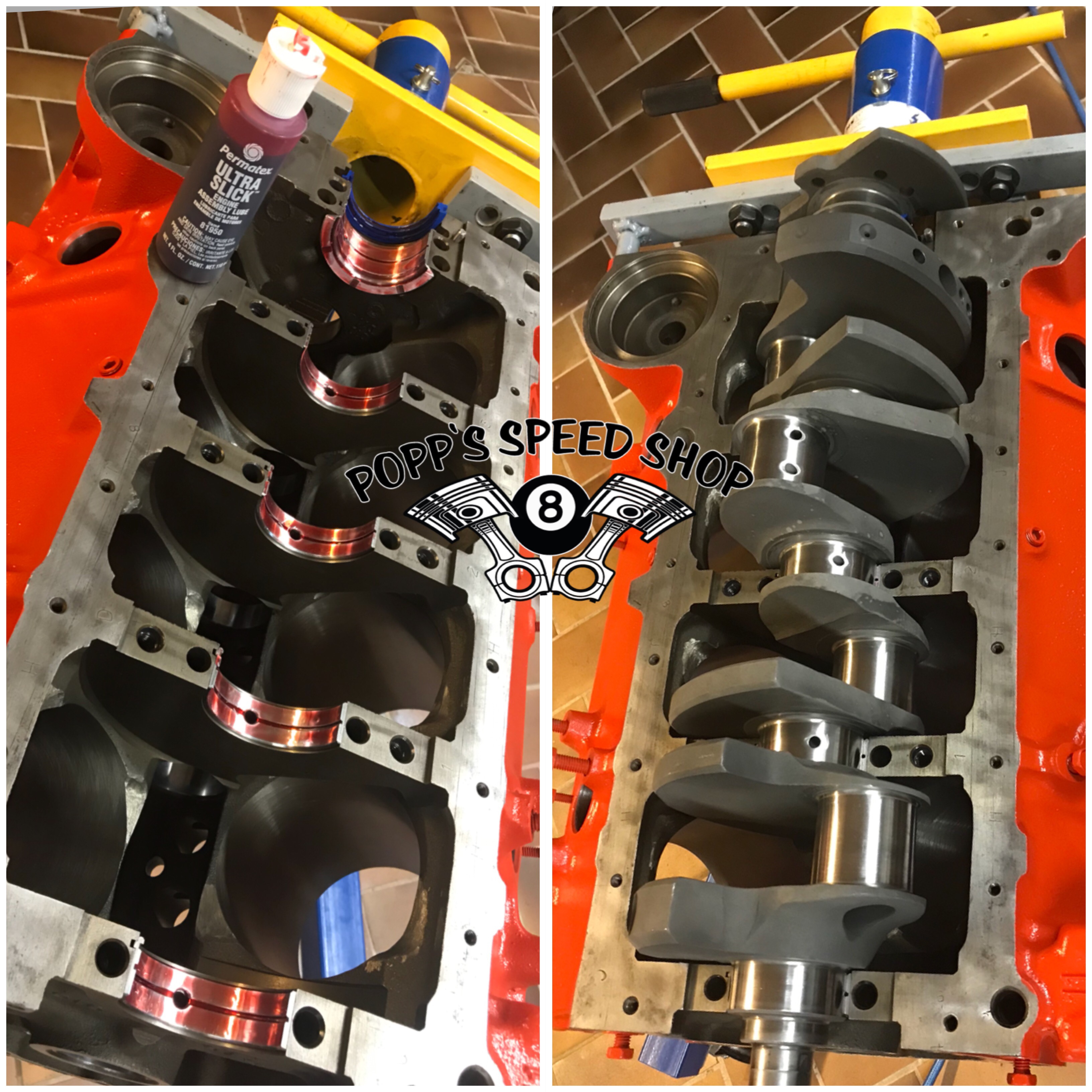
- Jetzt werden die Lagerbrücken mit den unteren Lagerschalen montiert. Beim Hauptlager 5 wird zudem auch die zweite Hälfte des Simmering leicht versetzt eingesetzt, passend zur anderen Hälfte welche schon eingebaut ist. Die seitlichen Flächen der Lagerbrücke 5 ebenfalls mit Dichtmittel oder RTV Silikon einpinseln. Auch hier Lagerschaleninnfläche, Simmeringdichtlippe, Drucklagerfläche und sichtbare Lagerzapfen der Kurbelwelle einölen oder einfetten. Auf den Lagerbrücken ist normalerweise ein Pfeil und ein „F“ (F = Front) eingegossen, das zeigt die Einbaurichtung der Lagerbrücke an. Pfeil zeigt in Richtung Front, nach vorne. Zudem müssen die Lagerbrücke wieder an der selben Stelle montiert werden wo sie auch Ursprünglich drin waren.

- Zuerst wird Lagerbrücke Nr.1 und 5 montiert und Handfest angezogen. Bevor die Schrauben angezogen werden, darauf achten, dass die Lagerbrücken richtig sitzen und diese mit einem Kunstoffhammer ein wenig runterschlagen. Die Lagerbrücken nicht mit den Schrauben ranziehen! Kurbelwelle ein wenig drehen und prüfen dass nichts klemmt. Jetzt sollte die Kurbelwelle mit ein paar Hammerschläge nach hinten und wieder nach vorne bewegt werden um Lager 5 zu setzen, so dass die beiden seitlichen Drucklagerfläche schön parallel zueinander stehen.
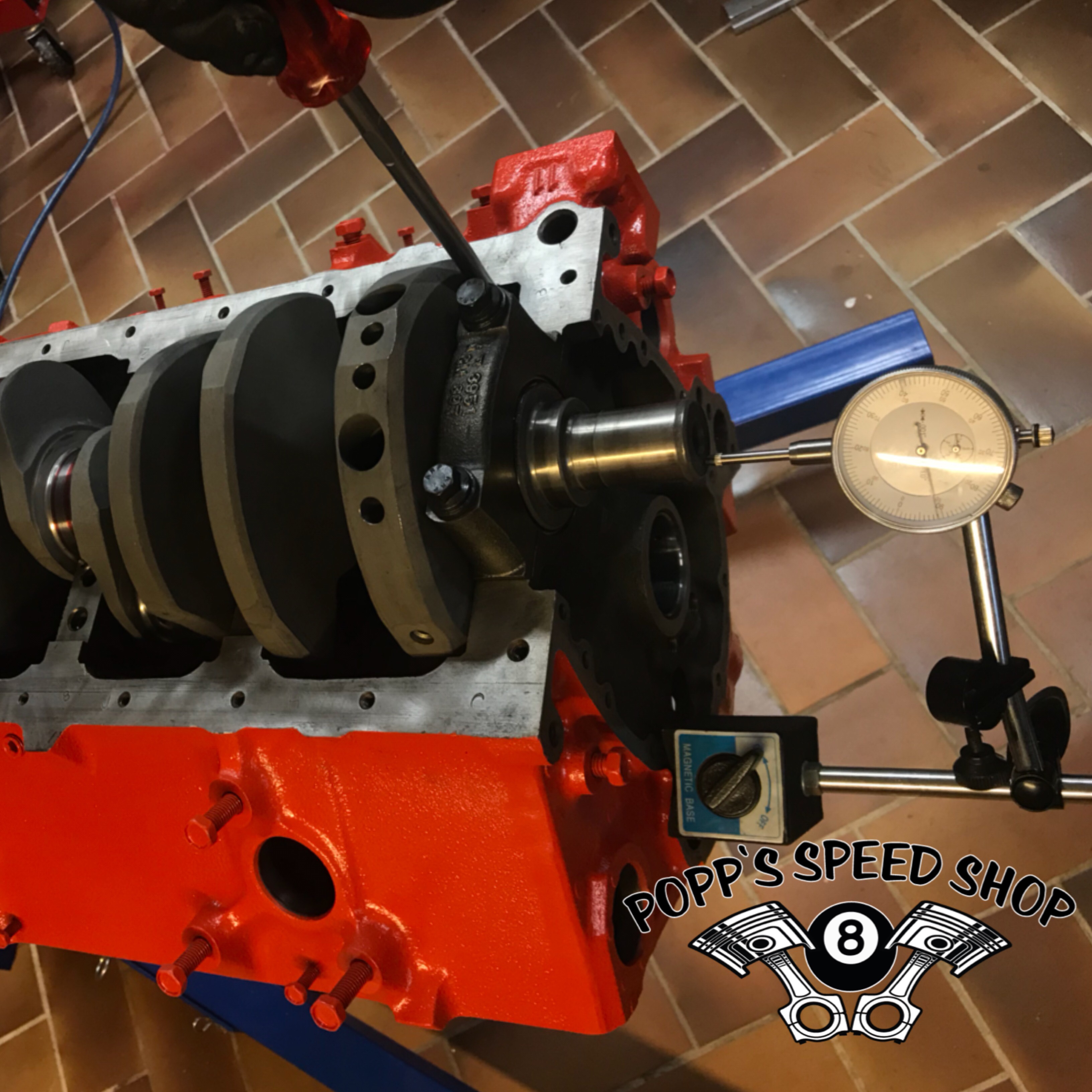
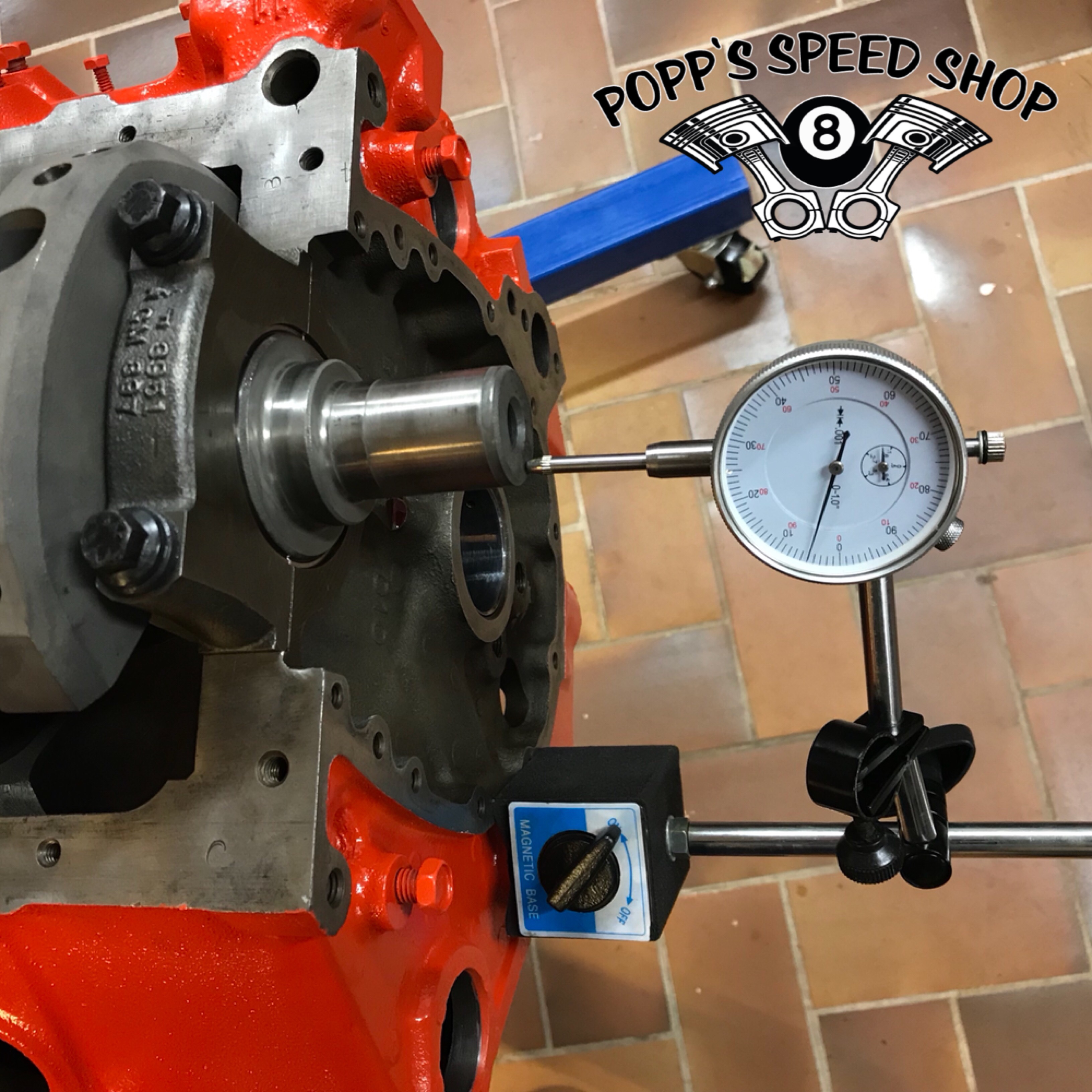
- Nun muss das Axial Spiel überprüft werden mit der Tastuhr, dies sollte zwischen 0.003 – 0.007in. (0.076 – 0.178mm) liegen (Spiel zwischen den seitlichen Drucklagerflächen von Lager 5 zur Kurbelwelle). Um das zu prüfen, wird die Kurbelwelle nach vorne und hinten mit einem grossen Schraubenzieher oder Hebeisen bewegt. Liegt das Spiel in der Toleranz, können die drei mittleren Lagerbrücken montiert werden und handfest angezogen werden.
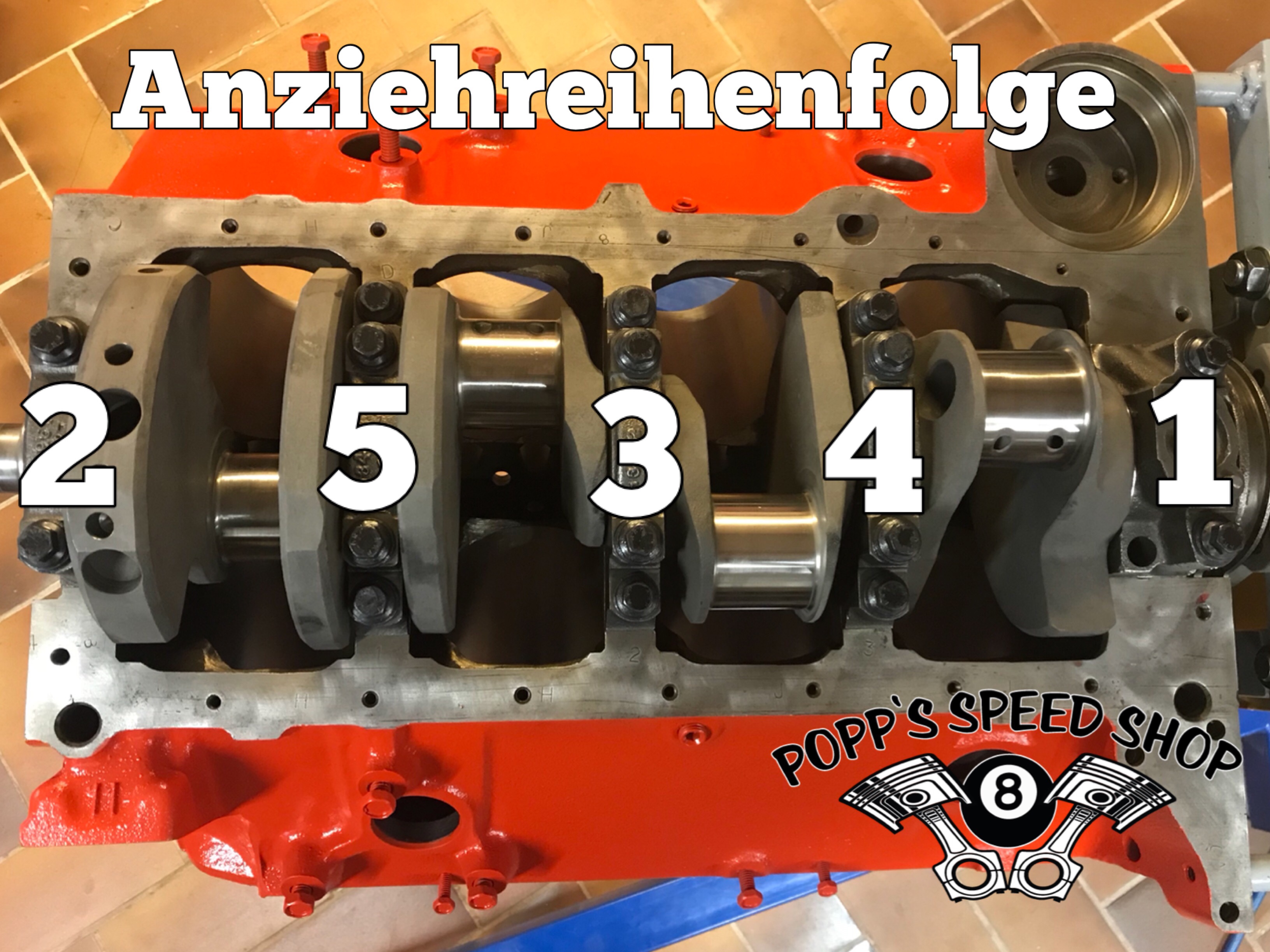
- Nun können die Lagerbrücken mit dem richtigen Drehmoment in drei Schritte und in der richtigen Anziehreihenfolge angezogen werden. Zuerst wird im ersten Schritt mit 30Nm angezogen. Nach jeder Lagerbrücke, welche angezogen wurde, kurz die Kurbelwelle drehen um zu überprüfen, dass nichts klemmt. Nun werden die Lagerbrücken in zwei weitere Schritte mit 60 und 95Nm fertig angezogen. (Drehmoment für ARP Schrauben)
- Am Schluss sollte das Axialspiel der Kurbelwelle nochmals überprüft werden.
Nützliche Links und Dokumente:
Sehr gutes Dokument von MS Motorservice Rheinmetal Automotive mit vielen Infos über Schäden an Gleitlager und wodurch diese verursacht werden:
PDF Dokument – Schäden an Gleitlager