
Bei neuen Kolben und Pleuel ist die Voraussetzung, dass diese fertig ausgewogen und vorbereitet sind sowie der Motorblock aufs Mass der Kolben gehont und ausgemessen wurde. Lagerspiel von Pleuellager zur Kurbelwelle sollte auch schon überprüft und richtiggestellt sein.
In diesem Beitrag wird folgendes gemacht:
- Kolbenringstossspiel im Zylinder messen und anpassen
- Kolben und Pleuel Vormontage
- Kolben und Pleuel Einbau in den Motorblock
Kolbenringspiel – Ringstossspiel
Der Kolbenringstossspiel sollte immer überprüft werden, auch bei einbaufertige Kolbenringe! Denn wenn das Spiel zu klein sein sollte, können während dem Betrieb bei expandierendem Kolben, die Ringenden zusammenstossen und dabei Kolben sowie Zylinderwand zerstören!
In der Regel wird das Ringstossspiel für Kompressionsringe von einem Standard Motor wie folgt berechnet:
(0.001in. pro 1.0in. Zyinderbohrung) x Zylinderbohrung = Minimal Spiel
Beim standard Chevy Small Block mit 4.00in. Bohrung empfehlen die meisten Kolben- und Ring Hersteller das Spiel vom ersten Kompressionsring mit dem Faktor 0.004 zu berechnen. Beim zweiten Kompressionsring soll das Spiel leicht grösser sein und mit Faktor 0.005 berechnet werden.
Beispiel für einen Chevy Small Block 350cui mit 4.00in. Zylinderbohrung:
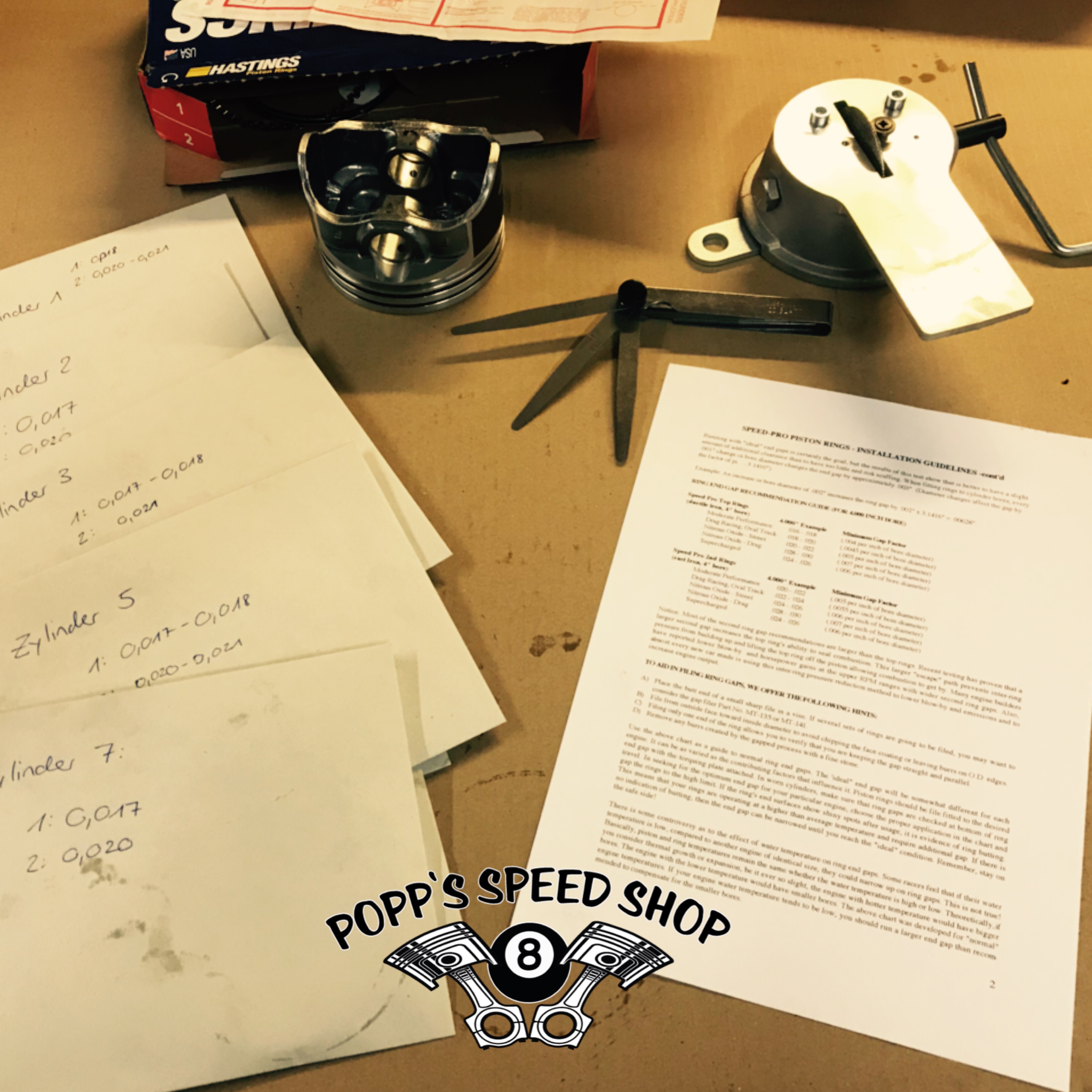
Für den ersten Kompressionsring: 4.00in. x 0.004 = 0.016in.
Federal Mogul empfehlt z.B. für eine 4.00in. Zylinderbohrung mit Speed-Pro Ringe für Performance Aplikationen ein Ringstossspiel von 0.016 – 0.018in. für den ersten Ring und 0.020 – 0.022in. für den zweiten Ring.
Für Motoren welche stark getunt sind, mit Kompressoren, Turbo, NO2 Einspritzung oder Rennmotoren, wird das Spiel entsprechend grösser gewählt. Immer die Herstellerangaben des Kolben- und Ringherstellers beachten, was dieser vorgibt.
Am Ende des Beitrags befinden sich Links und Infos zu diversen Hersteller.
Ringstossspiel messen und anpassen
Kompressionsringe inspizieren, ob sich keine Grate an den Enden befinden. Falls doch, kann man die Kanten beim Spalt mit 400er Schleifpapier oder einer kleinen Feile ein wenig glätten, aber wirklich nur minim, so dass der Grat wegkommt!
- Zylinderbohrung gut mit Bremsenreiniger und Fuselfreier Lappen/Papier reinigen und dann mit frischem Lappen und Motoröl wieder einschmieren.
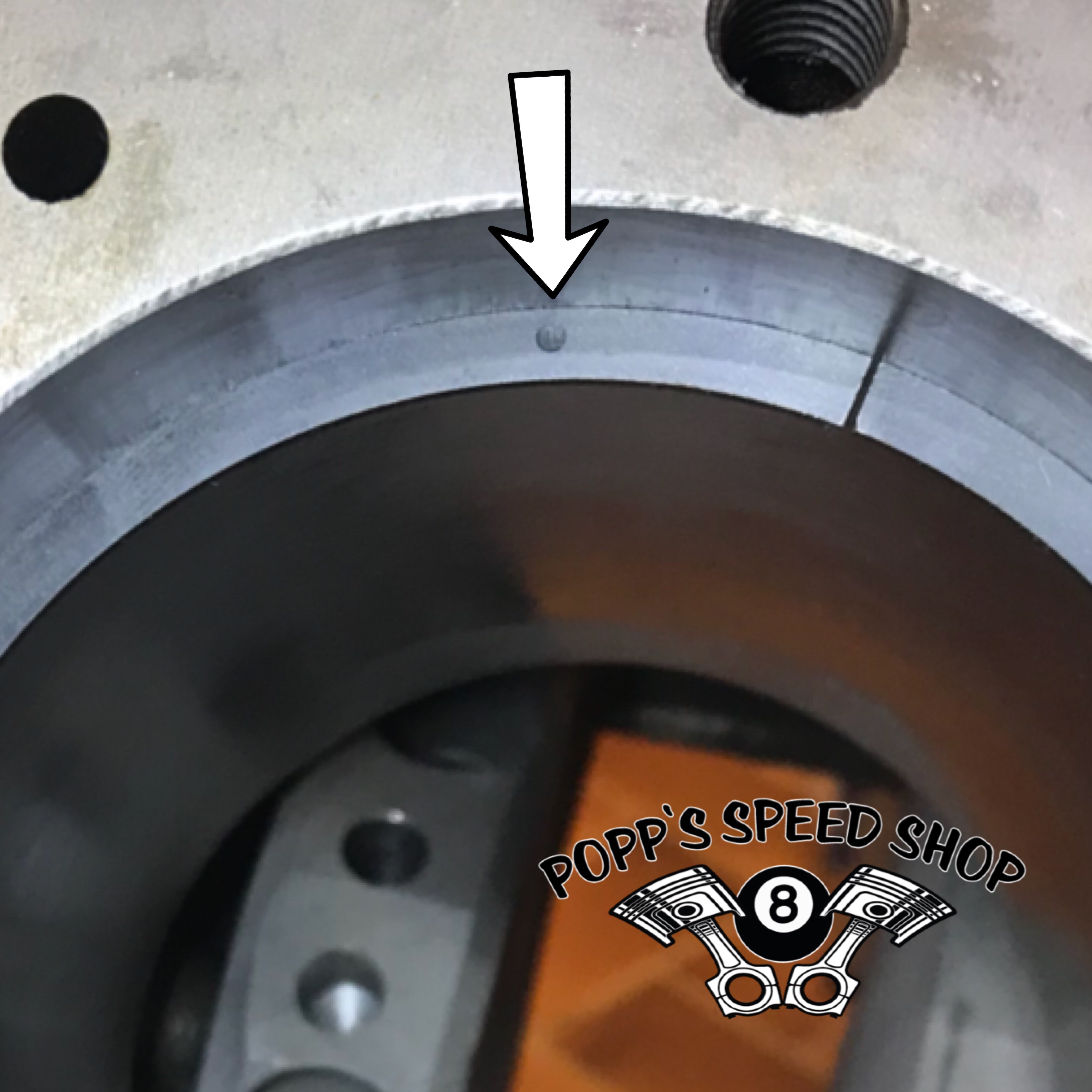
- Den ersten Kompressionsring (Top Ring) vorsichtig zusammendrücken und in die Zylinderbohrung einlegen. Dabei achten, dass der Ring in der richtigen Position eingelegt wird, viele Kolbenringhersteller markieren die Ringe mit einem Punkt. Dieser Punkt muss nach Oben zeigen. Mit einem Kolben den Ring vorsichtig ca. 25mm in die Bohrung runterschieben, so dass dieser parallel und gerade in der Bohrung liegt. Zum runterschieben, kann auch was anderes zylindrisches genommen werden wie z.B. ein Stück Kunststoffrohr oder eine Klebebandrolle in diesem Durchmesser.

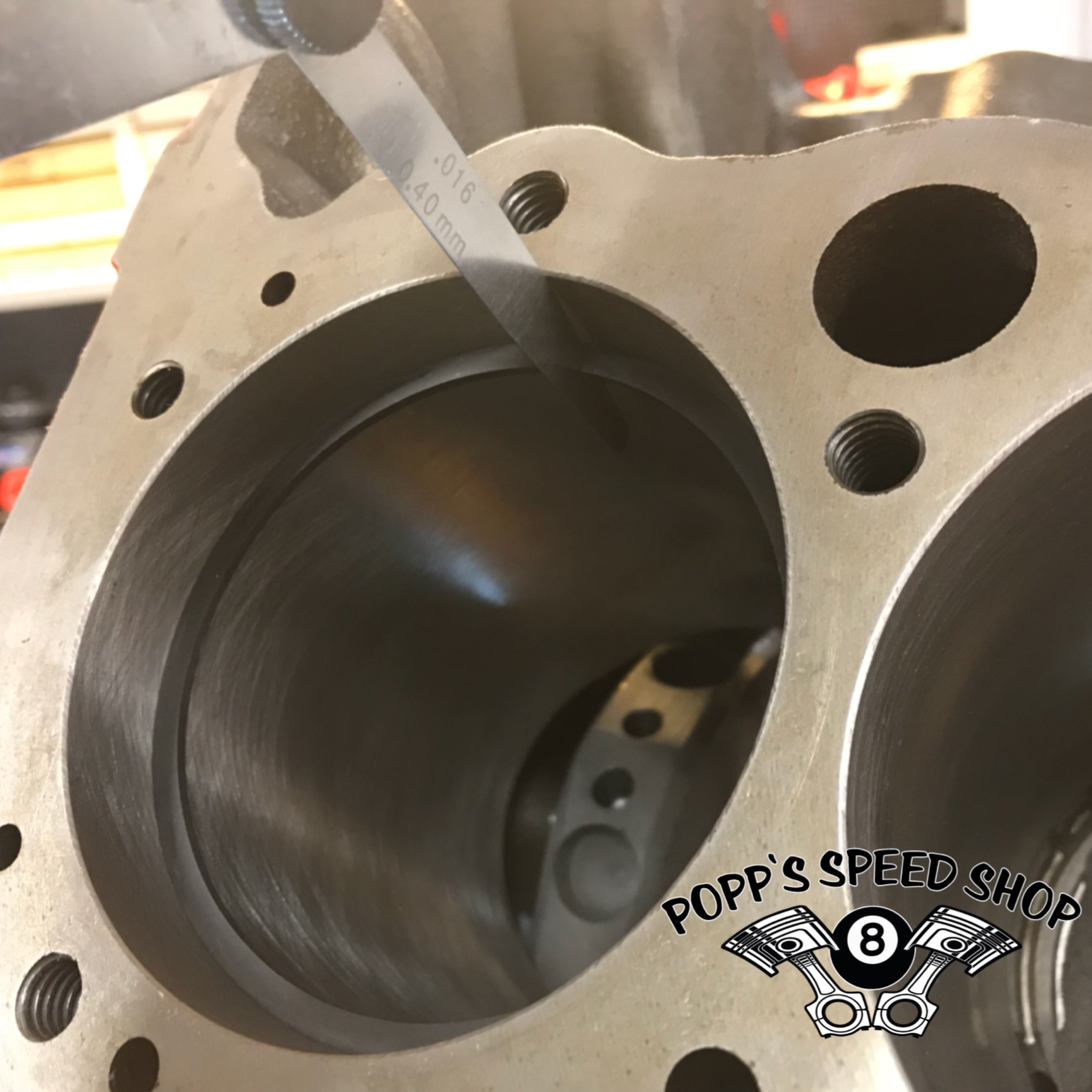
- Nun kann der Spalt vom Kompressionsring mit der Blattlehre gemessen und kontrolliert werden. Beträgt der Spalt weniger als das minimale vorgegebene Spiel, muss der Spalt vergrössert werden.
- Mit einer Feile den Kolbenring zu bearbeiten, wird abgeraten! Am besten man nimmt einen sogenanten „Piston Ring grinder“. Mit diesem Tool wird der Kolbenring Spalt mit einer Diamantscheibe abgetragen. Geschliffen wird immer von Aussen nach Innen (Kolbenring zeigt nach oben) um die Kolbenringschicht nicht nach Aussen absplittern zu lassen. Am besten nur eine Seite des Rings schleifen, dabei immer wieder kontrollieren, dass beide Seiten parallel zu einander bleiben, indem der Ring zusammengedrückt wird und gegen das Licht gehalten wird. Der entstandene Grat an den Kanten mittels 400er Schleifpapier oder einer kleinen Feile vorsichtig wegschleifen.

- Die fertigen angepassten Ringe in Grip Beutel oder Umschläge legen und beschriften um diese nicht zu verwechseln. Nun wird diese Prozedur für jeden weiteren Zylinder durchgeführt.
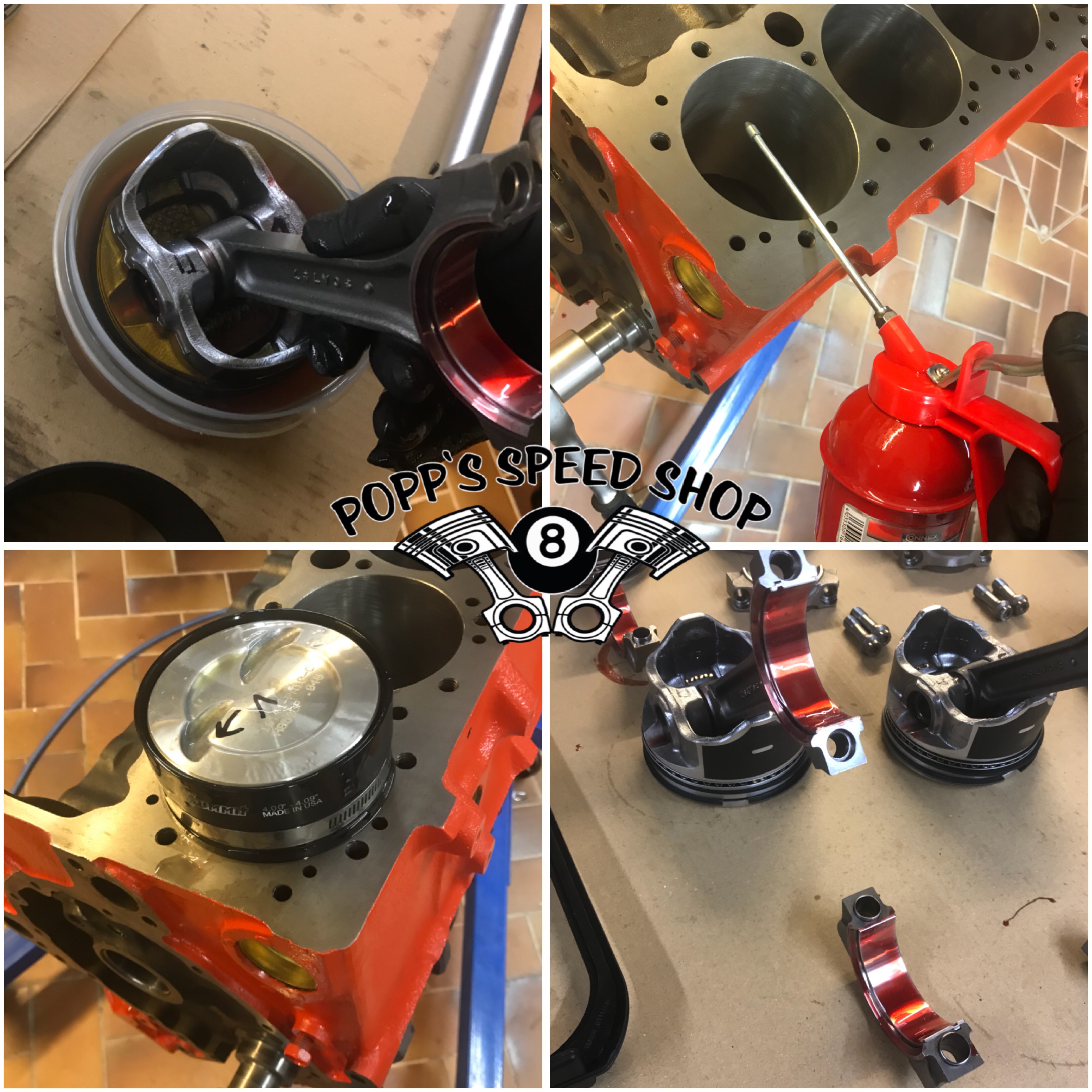
Kolben und Pleuel Vormontage
Voraussetzung ist das die Kolben und Pleuel einbaufertig und sauber gereinigt sind.
- Zuerst sollte alles ausgelegt, kontrolliert, numeriert und markiert werden, wenn noch nicht getan.

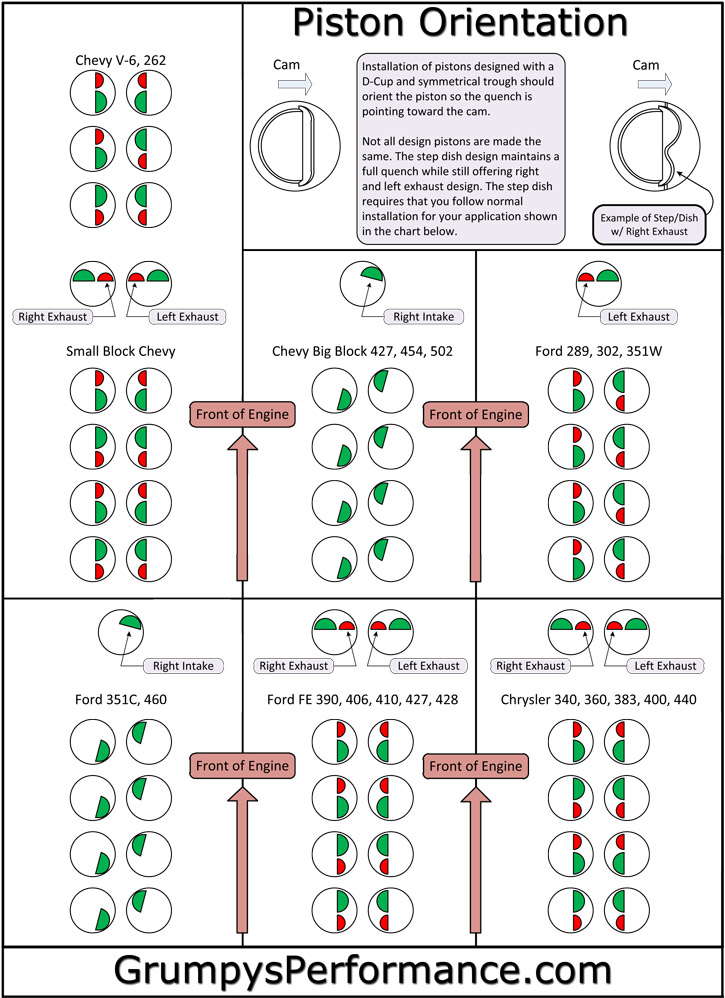
- Bei den Kolben muss geachtet werden, dass diese dem entsprechendem Zylinder richtig zusammengebaut werden. Wenn der Kolben Ventilvertiefungen hat, müssen die Richtung Ansaugspinne zeigen. Ansonsten kann sich auf dem Kolben oder Kolbenseite ein Pfeil oder ein „F“ befinden, was für Richtung Front steht. Am besten die Pleuel mit einem Pfeil markieren. Bei asymetrische Ventilvertiefungen, siehe Bild Piston Orientation von Grumpysperformance am Ende des Beitrags unter Links.
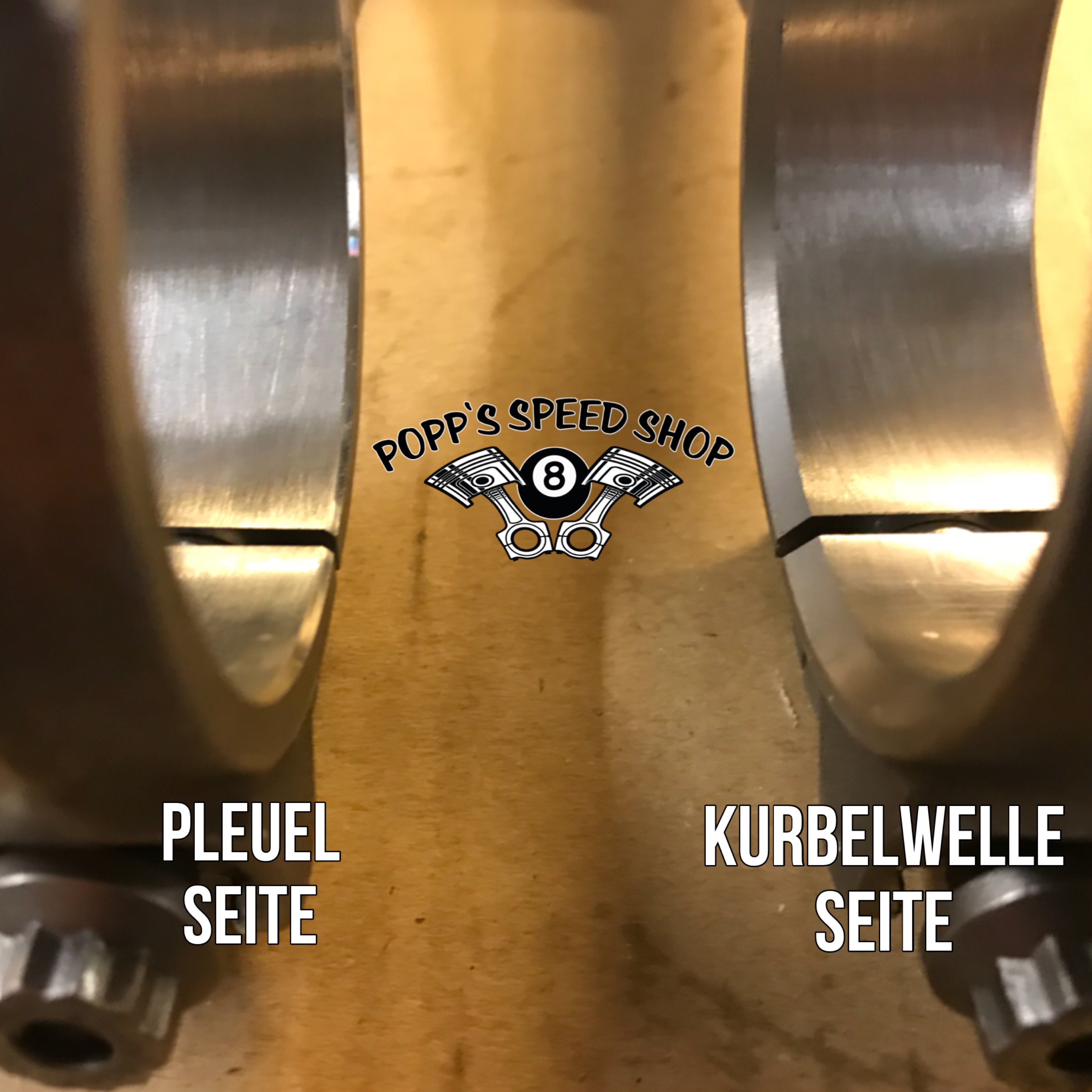
- Bei den Pleuel gibt es auch zwei Seiten, die eine mit der grossen Facette zeigt gegen die Kurbelwelle und die ohne Facette zeigt gegen den anderen Pleuel ebenfalls ohne Facette. Nicht vergessen, Pleuel und Pleuelbrücke zueinander markieren!

- Jetzt den ersten Kolben mit passendem Pleuel, schwimmender Bolzen (Floating Pin) und Sicherungsringe zusammensetzen. Dabei Bolzen und Bohrungen von Pleuel und Kolben mit Motoröl oder Motormontagefett einschmieren! Sicherungsring Öffnung zeigt nach unten Richtung Pleuel/Kurbelwelle. Kolben und Pleuel mit „Press-Fit“ Bolzen müssen in einer Vorrichtung erhitzt und zusammengesetzt werden.

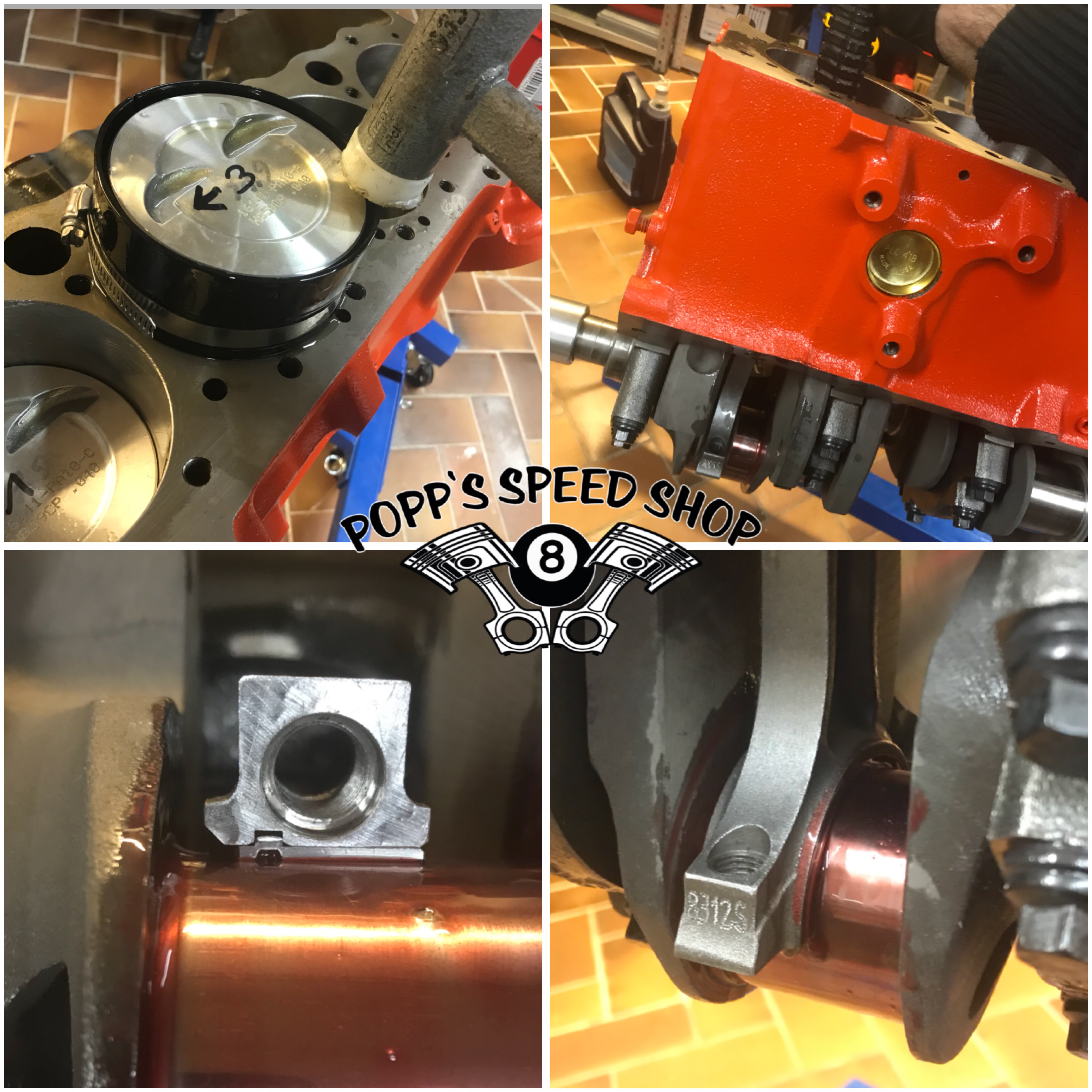
- Beim Chevy Small und Big Block werden die Pleuel so vormontiert, dass die grosse Facette des Pleuels nach links zeigt und die Kolben für Zylinder mit gerader Zahl (Zylinder 2,4,6,8) mit Pfeil nach rechts (Pfeil für Richtung Front). Bei den Zylinder mit ungeraden Zahlen (Zylinder 1,3,5,7) zeigt die grosse Facette des Pleuels nach Links und Pfeil auf dem Kolben ebenfalls nach links.

Kolbenringe Montage
Wenn alle Kolben mit Pleuel zusammengesetzt sind, können nun die Kolbenringe montiert werden. Pleul so stellen oder einspannen, dass die grosse Facette des Pleuels nach links zeigt. (Pfeil für Front zeigt dabei bei den Kolben 1,3,5,7 nach links und bei den Kolben 2,4,6,8 nach rechts.) Angefangen wird mit dem untersten Ring.

- Als erstes wird der Ölabstreifring montiert von Hand montiert (in diesem Beispiel einen dreiteiligen Lamellen-Ölabstreifring). Zuerst wird der Lamellenring eingesetzt mit Spalt auf 12 Uhr. Danach wird der unterste Abstreifring eingesetzt mit Ringspalt links unten auf 8 Uhr. Beim Montieren Acht geben, dass der Kolbenmantel nicht zerkratzt oder beschädigt wird! Als drittes kommt der obere Abstreifring mit Ringspalt auf 4 Uhr. So sind alle 3 Spälte um 120° versetzt. Aufgepasst, dass der Lammenring nicht überlappend ist, sondern Stoss auf Stoss!

- Als zweites wird der zweite Kompressionsring (2nd Ring) montiert, diesmal aber wenn möglich mit einer Ringzange um den Ring nicht zu verdrehen. Der Ringspalt soll auf 6 Uhr zeigen und die Oberseite des Rings nach Oben.
- Als letztes wird der erste Kompressionsring (Top Ring) auch mittels Ringzange montiert, mit Spalt auf 12 Uhr und Oberseite nach oben.

Kolben/Pleuel Einbau
Sind alle Kolben mit Pleuel vormoniert, gekenntzeichnet und kontrolliert, können diese nun in den Motorblock eingebaut werden.
- Pleuelbohrungen, Lagerschalen, Zylinderbohrungen und Kurbelwellenlagerzapfen nochmals gut mit Bremsreiniger reinigen und auf Defekte oder Beschädigungen kontrollieren.

- Nun werden die Lagerschalen in Pleuel und Lagerbrücken eingesetzt. Ab jetzt nicht mit den Finger die Lagerschalefläche anfassen, am besten Nitrilhandschuhe tragen! Aufgepasst, bei manchen Lagerschalen gibt es zwei verschiedene Seiten, eine für den Pleuel und eine für die Lagerbrücke des Pleuels! Die Lagerschale für den Pleuel ist normalerweise mit einem „U“ für „Upper“ (oben) gekenzeichnet und die Seite für die Lagerbrücke mit einem „L“ für „Lower“ (unten).

- Beide Lagerschalen sowie der entsprechende Lagerzapfen der Kurbelwelle mit Motoröl oder Motormontagefett gut einschmieren. Die entsprechende Zylinderbohrung wir mit Motoröl eingeschmiert.
- Jetzt ist noch die letzte Gelegenheit da, um zu kontrollieren, ob der Kolben, Pleuel und Ringe richtig eingesetzt und montiert sind! Der Kolben und die Kolbenringe müssen vor dem Einbau gut eingeschmiert werden. Am einfachsten geht es, wenn man den Kolben in ein kleines Gefäss mit Motoröl eintaucht und wieder abtropfen lässt. Nun den Kolben in dem ebenfalls eingeölten Kolbenringspanner einsetzten, so dass der untere Teil des Kolbenmantels rausschaut und ein wenig einspannen.
- Motorblock soll im Motorhalter so in Position sein, dass der entsprechende Zylinder wo der Kolben eingebaut wird, sich senkrecht befindet. Der Kurbelwellenzapfen soll am weitesten weg und mittig sein von der Zylinderbohrung. Nun den Kolben mit dem Pleuel voraus von oben vorsichtig in die Zylinderbohrung einführen, bis der Ringspanner ansteht. Mit dem Kunstoffhammer leicht auf den Ringspanner klopfen, so dass sich dieser schön parallel auf dem Block befindet und dann den Ringspanner zuspannen, aber nicht zu fest. Beim Einführen des Pleuels, ist zu achten, dass dieser nirgends ansteht oder die Zylnderwand verkratzt! Hat der Pleuel Bolzen dran, kann über diese ein Stück Schlauch oder ähnliches gestülpt werden. Es gibt auch so Tools aus Kunstoff um den Pleuel schön zu führen…
- Jetzt von unten mit der Hand den Pleuel führen und von Oben den Kolben runterklopfen. Dabei achten, dass der Ringspanner schön am Block anliegt und sich nicht einseitig aufstellt.
- Ist der Kolben in der Bohrung, kontrollieren dass die Position des Kolbens stimmt und weiter reinklopfen indem man von unten den Pleuel führt, so dass dieser nicht an der Kurbelwelle oder ab der an der Zylinderbohrung ansteht, sondern schön über den Lagerzapfen rüberkommt.
- Die dazugehörige Lagerbrücke in der passenden Position montieren und je nach Bauart, die Muttern oder Schrauben reindrehen aber nicht anziehen. Lagerbrücke leicht mit dem Kunststoffhammer zum Pleuelgegenstück klopfen, somit sich dieser nicht verkantet. Die Schrauben/Muttern mit dem vorgebenem Drehmoment gleichmässig anziehen. Nun die Kurbelwelle vorsichtig drehen und kontrollieren dass die Pleuel nirgends ansteht, vorallem bei einem Stroker!
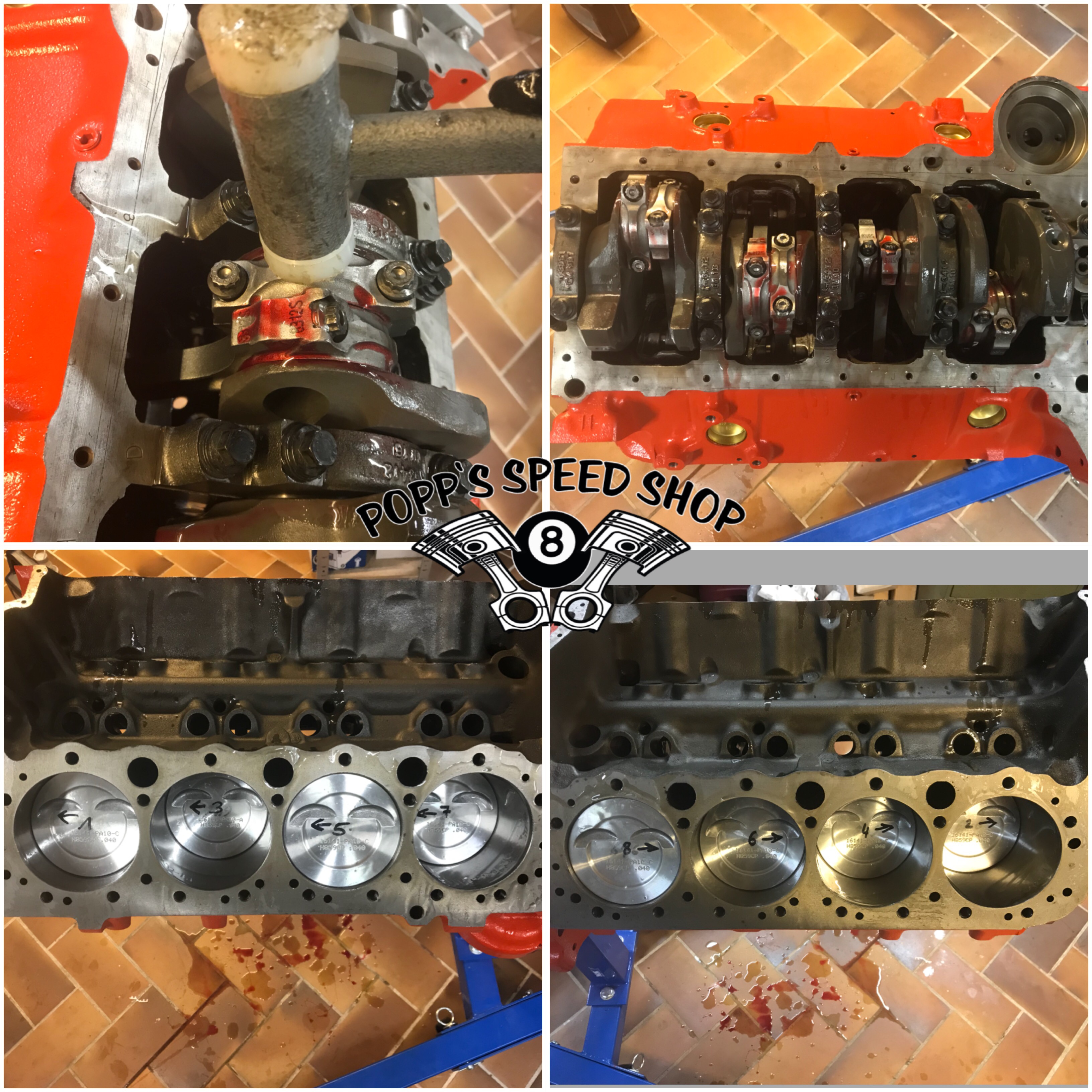
- Lässt sich alles problemlos und ohne grossen Widerstand drehen, wird diese Prozedur für jeden weiteren Kolben gemacht in der Reihenfolge 1-2-3-4-5-6-7-8.
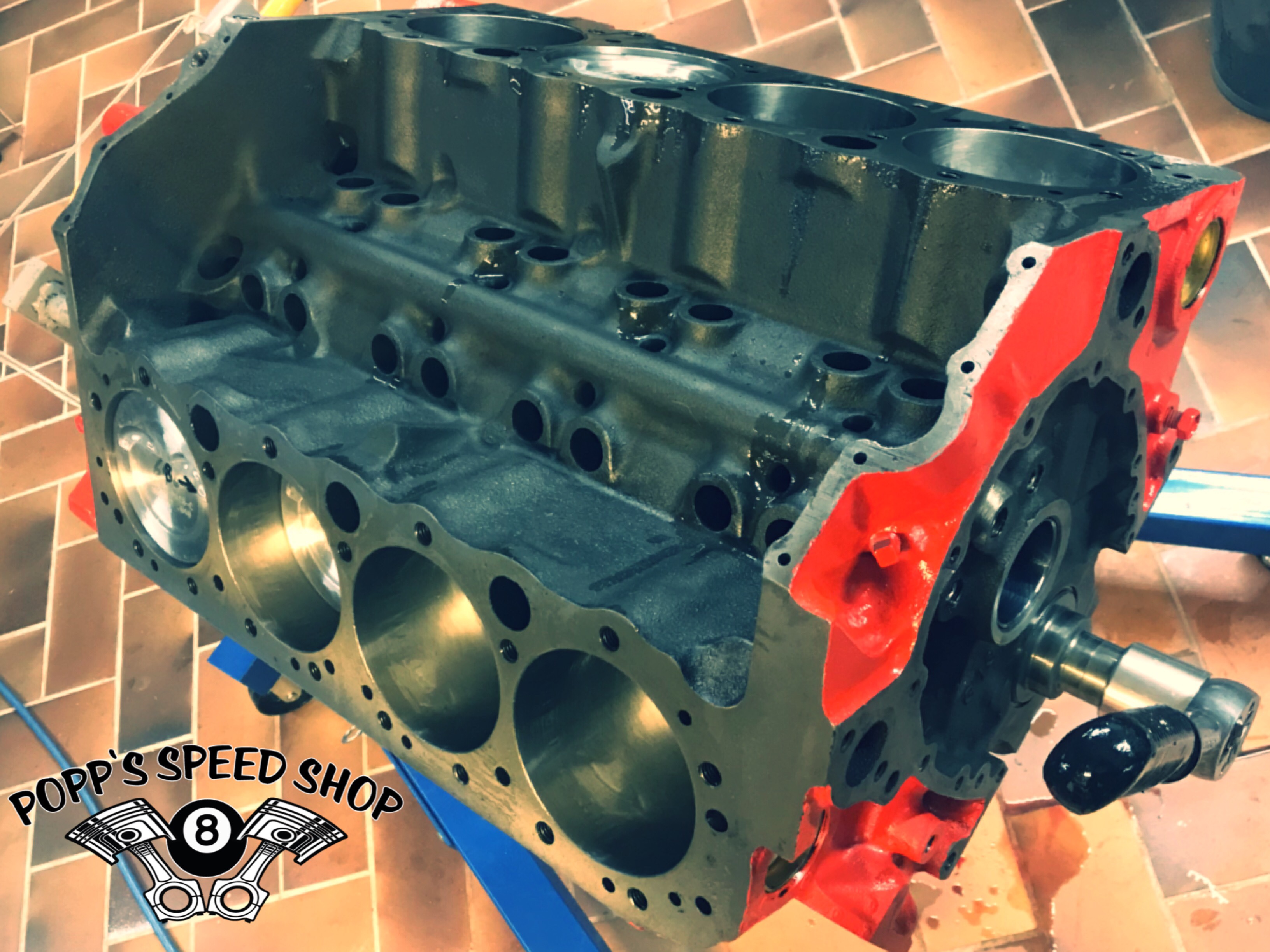
- Sind alle Kolben montiert, hat man nun einen fertigen Shortblock. Wird die Arbeit jetzt für eine Weile pausiert, sollte man den Shortblock mit einer Plastiktüte oder 110L Abfallsack abdecken. Als Schutz kann auch die Ölwanne provisorisch montiert werden.
Links und Pdf’s über Kolben und Kolbenringe:
Hersteller Infos und Empfehlungen:
Federal Modul Sealed Power Speed-Pro Techinfo PDF
AERA Tech Infoblatt zu Mahle Kolbenringe PDF
Wiseco Kolbenringe Techinfo PDF
Mahle Clevite Kolbenringe Techinfo PDF
Rosspistons Kolbenringe Techinfo PDF
Wössner Kolben Techinfo DE/EN PDF
Diverse technische Artikel und Seiten über das Thema:
Alles über Kolbenringe von Grumpy‘s Performance Seite -Top Forum-
Artikel über Kolbenringe von enginebuilder.com
Beitrag über Kolbenringspiel von Enginelabs
Kolbenringstossspiel und Ölverbrauch von MS Motorenservice PDF DE
Kolbenringe Funktion und Eigenschaft von MS Motorenservice PDF DE
Funktionsstörungen an Kolbenringen von MS Motorenservice PDF DE
Kolbenring für Verbrennungsmotoren von MS Motorenservice PDF DE
Piston Rings Sealing von MS Motorenservice PDF EN
Kolben & Pleuel Einbau von MS Motorenservice Artikel DE
Piston Selection Guideline Federal Mogul PDF EN
Installation Tips JE Piston PDF EN
{kind=link}